4-շերտ ENIG դիմադրության վերահսկման ծանր պղնձե PCB
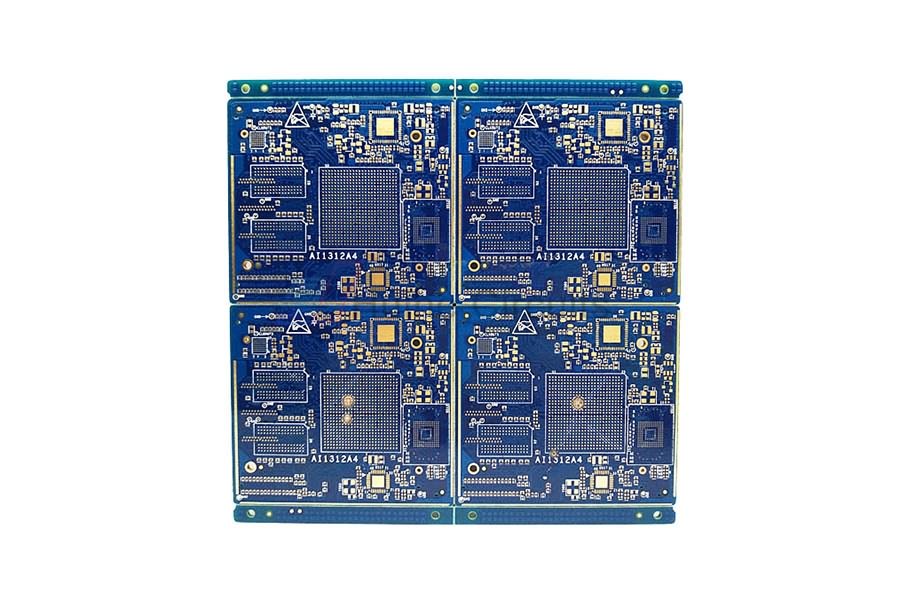

Ծանր պղնձի PCB-ի ինժեներական նախագծման նախազգուշական միջոցներ
Էլեկտրոնային տեխնոլոգիայի զարգացման հետ մեկտեղ PCB-ի ծավալն ավելի ու ավելի փոքր է, խտությունը դառնում է ավելի ու ավելի բարձր, և PCB-ի շերտերն ավելանում են, հետևաբար, պահանջում են PCB-ի ամբողջական դասավորություն, հակամիջամտության կարողություն, գործընթացի և արտադրական պահանջարկը ավելի մեծ է: և ավելի բարձր, քանի որ ինժեներական դիզայնի բովանդակությունը շատ է, հիմնականում ծանր պղնձի PCB-ի արտադրության, արհեստագործական աշխատունակության և արտադրանքի ինժեներական դիզայնի հուսալիության համար, այն պետք է ծանոթ լինի նախագծման ստանդարտին և համապատասխանի արտադրական գործընթացի պահանջներին, նախագծված լինի: արտադրանքը սահուն:
1. Բարելավել պղնձի ներքին շերտի միատեսակությունն ու համաչափությունը
(1) Ներքին շերտի զոդման բարձիկի սուպերպոզիցիոն ազդեցության և խեժի հոսքի սահմանափակման պատճառով ծանր պղնձի PCB-ն ավելի հաստ կլինի պղնձի մնացորդային բարձր արագություն ունեցող տարածքում, քան շերտավորումից հետո պղնձի ցածր մնացորդային արագությամբ, ինչը կհանգեցնի անհավասարության: ափսեի հաստությունը և ազդելով հետագա կարկատման և հավաքման վրա:
(2) Քանի որ ծանր պղնձի PCB-ն հաստ է, պղնձի CTE-ը մեծապես տարբերվում է ենթաշերտիից, և դեֆորմացիայի տարբերությունը մեծ է ճնշումից և ջերմությունից հետո:Պղնձի բաշխման ներքին շերտը սիմետրիկ չէ, և արտադրանքի աղավաղումը հեշտ է առաջանալ:
Վերոնշյալ խնդիրները պետք է բարելավվեն արտադրանքի նախագծման մեջ՝ հնարավորինս չազդելու արտադրանքի գործառույթի և կատարողականի վրա, պղնձազերծ տարածքի ներքին շերտի վրա:Պղնձի կետի և պղնձի բլոկի ձևավորումը կամ մեծ պղնձի մակերեսը պղնձի կետի երեսարկման փոխելը, օպտիմալացնում է երթուղին, դարձնում դրա խտությունը միատեսակ, լավ հետևողականություն, տախտակի ընդհանուր դասավորությունը դարձնում է սիմետրիկ և գեղեցիկ:
2. Բարելավել ներքին շերտի պղնձի մնացորդի մակարդակը
Պղնձի հաստության մեծացման հետ գծի բացն ավելի խորն է լինում։Միևնույն պղնձի մնացորդային արագության դեպքում խեժի լցման քանակը պետք է ավելանա, ուստի անհրաժեշտ է օգտագործել մի քանի կիսամշակ թերթեր՝ սոսնձի լցոնումը բավարարելու համար:Երբ խեժը պակաս է, հեշտ է հանգեցնել սոսինձի շերտավորման բացակայությանը և ափսեի հաստության միատեսակությանը:
Պղնձի մնացորդային ցածր մակարդակը պահանջում է մեծ քանակությամբ խեժ լցնելու համար, և խեժի շարժունակությունը սահմանափակ է:Ճնշման ազդեցության տակ պղնձի թերթիկի տարածքի, գծի և ենթաշերտի տարածքի միջև դիէլեկտրական շերտի հաստությունը մեծ տարբերություն ունի (գծերի միջև դիէլեկտրական շերտի հաստությունը ամենաբարակն է), ինչը հեշտ է հանգեցնել. HI-POT-ի ձախողումը:
Հետևաբար, պղնձի մնացորդային դրույքաչափը պետք է հնարավորինս բարելավվի ծանր պղնձի PCB ճարտարագիտության նախագծման մեջ, որպեսզի նվազեցնի սոսինձով լցոնման անհրաժեշտությունը, նվազեցնի սոսինձի լցման անբավարարության և բարակ միջին շերտի հուսալիության ռիսկը:Օրինակ, պղնձի կետերը և պղնձե բլոկի դիզայնը դրված են պղնձից ազատ տարածքում:
3. Բարձրացրեք տողերի լայնությունը և տողերի տարածությունը
Ծանր պղնձի PCB-ների համար տողերի լայնության տարածությունը մեծացնելը ոչ միայն օգնում է նվազեցնել փորագրման մշակման դժվարությունը, այլև մեծ բարելավում է լամինացված սոսինձով լցնում:Փոքր տարածությամբ ապակե մանրաթելային կտորի լցոնումը ավելի քիչ է, իսկ մեծ տարածությամբ ապակե մանրաթելային կտորի լցոնումը ավելի շատ է:Մեծ տարածությունը կարող է նվազեցնել մաքուր սոսինձի լցոնման ճնշումը:
4. Օպտիմալացնել ներքին շերտի բարձիկի դիզայնը
Ծանր պղնձի PCB-ի համար, քանի որ պղնձի հաստությունը հաստ է, գումարած շերտերի սուպերպոզիցիան, պղինձը եղել է մեծ հաստության մեջ, հորատման ժամանակ տախտակի մեջ փորված գործիքի շփումը երկար ժամանակ հեշտ է արտադրել գայլիկոնի մաշվածությունը: , այնուհետև ազդել անցքի պատի որակի վրա և հետագայում ազդել արտադրանքի հուսալիության վրա:Ուստի նախագծման փուլում ոչ ֆունկցիոնալ բարձիկների ներքին շերտը պետք է նախագծված լինի հնարավորինս քիչ, և առաջարկվում է ոչ ավելի, քան 4 շերտ:
Եթե դիզայնը թույլ է տալիս, ապա ներքին շերտի բարձիկները պետք է նախագծվեն հնարավորինս մեծ:Փոքր բարձիկներն ավելի մեծ լարվածություն կառաջացնեն հորատման գործընթացում, և ջերմության փոխանցման արագությունը մշակման գործընթացում արագ է, ինչը հեշտ է հանգեցնել բարձիկների պղնձի անկյունային ճաքերի:Բարձրացրեք ներքին շերտի անկախ բարձիկի և անցքի պատի միջև հեռավորությունը այնքան, որքան թույլ է տալիս դիզայնը:Սա կարող է մեծացնել անցքի պղնձի և ներքին շերտի բարձիկի միջև արդյունավետ անվտանգ տարածությունը և նվազեցնել անցքի պատի որակի հետևանքով առաջացած խնդիրները, ինչպիսիք են միկրո կարճությունը, CAF ձախողումը և այլն:








